众所周知,金属加工液具有清洗、润滑、冷却、防锈四大功能,因此在切削液配方中,防锈是必不可少的功能,而要做到低残留且具有较好的防锈性能,主要是采用有机物作为主防锈剂,如以羧酸和胺类作为主要成分,并与酰胺、硼酸盐、表面活性剂、其他成膜助剂等进行复配,起到协同防锈的效果。
众所周知,金属加工液具有清洗、润滑、冷却、防锈四大功能,因此在切削液配方中,防锈是必不可少的功能,而要做到低残留且具有较好的防锈性能,主要是采用有机物作为主防锈剂,如以羧酸和胺类作为主要成分,并与酰胺、硼酸盐、表面活性剂、其他成膜助剂等进行复配,起到协同防锈的效果。受到产品价格、定位及地方法规要求等因素影响,各企业对于防锈材料的选择标准也有所不同,同时更多的企业也会从环保健康的角度来考虑,使用绿色环保的水性防锈剂及防锈材料,为了让同行可以获得更好的解决方案,加强切削液的防锈性能,共同促进产品防锈性能的提升,铂索实验室最近针对市面上常见的几种防锈材料,做了同一环境下的数据对比分析,以供参考!
注:以下数据仅供参考:
一、测试配方
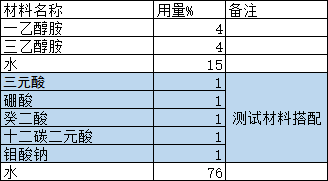
二、测试数据
样品名称/Sample name: | 三元酸、硼酸、癸二酸、十二碳二元酸、钼酸钠 |
|
油品类型/Oil type: | 材料 |
检验日期/Date of survey:
| 2022-06-13 |
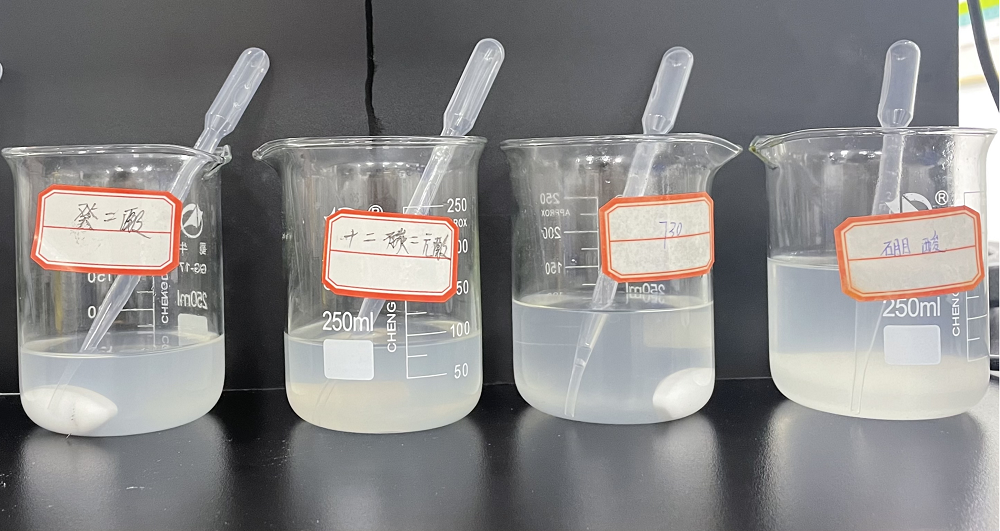
产品图片:
| 检测内容 |
|
产品名称 | PH值 | 折光 (原液) | 折光3% | 碱 | 酸 | 鼓泡(5%工作液) | 铁防锈测试 | 攻丝扭矩(2号攻丝扭矩机) | 备注 |
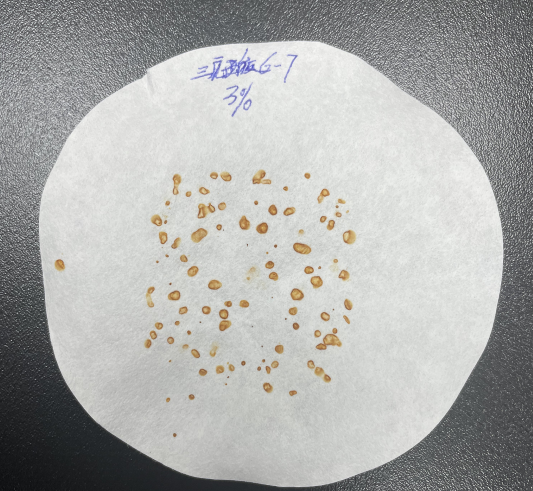
三元酸 | 9.52 | 8.5 | 0.4 | 35.961 | 0 | 720ml/730ml | 不通过 | 平均扭矩:134.819 最大扭矩:161.156 | 3%工作液 |
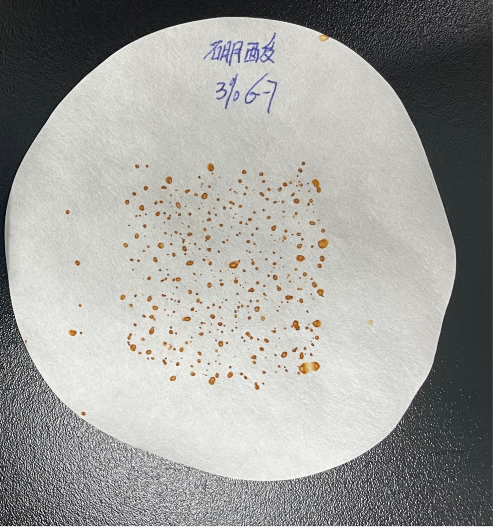
硼酸 | 9.5 | 8.5 | 0.4 | 37.614 | 0 | 700ml/750ml | 不通过 | 平均扭矩:146.718 最大扭矩:187.125 | 3%工作液 |
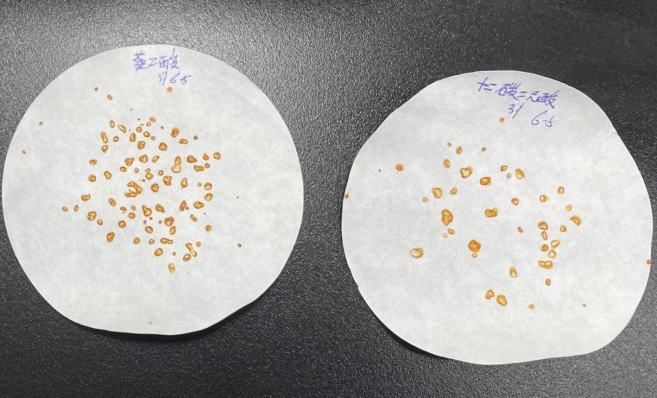
癸二酸 | 9.55 | 8.5 | 0.4 | 38.42 | 0 | 700ml/720ml | 不通过 | 平均扭矩:136.55 最大扭矩:169.198 | 3%工作液 |
十二碳二元酸 | 9.5 | 8.5 | 0.4 | 38.09 | 0 | 730ml/750ml | 不通过 | 平均扭矩:144.085 最大扭矩:178.5 | 3%工作液 |
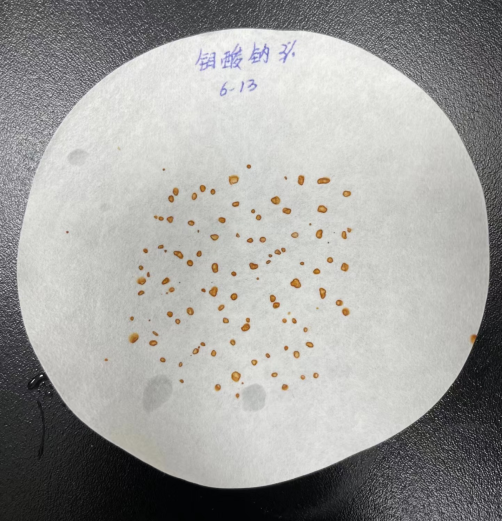
钼酸钠 | 10.12 | 8.4 | 0.2 | 43.78 | 0 | 650ml/780ml | 不通过 | 平均扭矩:104.456 最大扭矩:116.97 | 3%工作液 |
润滑度 对比 | 硼酸<十二碳二元酸<癸二酸<三元酸<钼酸钠 |
PH值 对比 | 十二碳二元酸<硼酸<三元酸<癸二酸<钼酸钠 |
防锈性 | 硼酸<癸二酸<三元酸<钼酸钠<十二碳二元酸 |
审核(Verified by):陈 杰 检测(Tested by):梁家韵
铁防锈性测试:
攻丝扭矩数据:





综上所述,防锈不能只靠单一的材料,材料间的互配,效果更突出。另,在配方设计上,想突出某一特性,可根据铂索实验室以上数据参考,灵活调配。